La lavorazione dei metalli e la produzione industriale si basano sulla profonda conoscenza delle proprietà dei materiali impiegati. Tra questi, le leghe a basso punto di fusione, in particolare quelle contenenti piombo, rivestono un'importanza significativa in svariati settori. La comprensione del loro comportamento al calore è fondamentale per garantire la qualità e l'efficacia dei prodotti finali, influenzando decisioni critiche nella scelta dei materiali e nelle procedure operative.
La Natura del Piombo e le Sue Leghe
Il piombo (Pb), elemento chimico con numero atomico 82, è un metallo noto per la sua densità, duttilità e malleabilità. Appena tagliato, presenta una colorazione bianco-azzurrina che evolve rapidamente in grigio scuro se esposto all'aria. Le sue applicazioni storiche e moderne sono molteplici: dall'edilizia alla produzione di batterie, dalla schermatura dalle radiazioni alla metallurgia. La sua resistenza alla corrosione, in particolare all'acido solforico, lo rende prezioso in determinati contesti, sebbene sia solubile in acido nitrico.
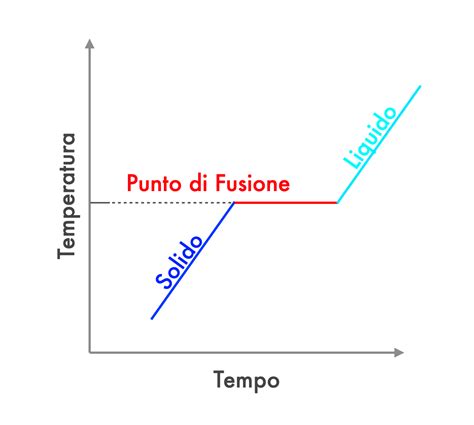
La malleabilità del piombo è una proprietà che incide direttamente sulle operazioni di fusione e saldatura, rendendolo un materiale facilmente lavorabile. La temperatura di fusione del piombo puro si attesta generalmente intorno ai 327.5 °C (621.5 °F), il punto in cui il metallo transita dallo stato solido a quello liquido. Questa proprietà è cruciale per i metallurgisti, che devono comprendere come il piombo reagisce al calore per prendere decisioni informate.
Il piombo non viene quasi mai utilizzato allo stato puro; piuttosto, è la componente principale di numerose leghe, spesso progettate per ottenere specifiche caratteristiche, come un punto di fusione ancora più basso o una maggiore durezza. L'aggiunta di piccole quantità di antimonio, ad esempio, può aumentare la durezza del piombo. La lega di Rose, composta da bismuto, stagno e piombo, fonde a soli 94 °C, mentre la lega di Newton (bismuto, piombo, stagno) ha un punto di fusione di 94.5 °C. Ancora più basse sono le temperature di fusione della lega di Wood (65.5 °C) e della lega di Lipowitz (60 °C), entrambe contenenti bismuto, piombo, stagno e cadmio in diverse proporzioni. Queste leghe, note come leghe bassofondenti, sono caratterizzate da un alto peso specifico, elevata fluidità, minima contrazione di solidificazione e basso coefficiente di dilatazione.
Applicazioni Industriali delle Leghe a Basso Punto di Fusione
Le leghe a basso punto di fusione trovano impiego in una vasta gamma di applicazioni industriali, spesso legate a processi che richiedono temperature controllate o la rapida solidificazione di un materiale.
1. Fusibili di Sicurezza e Valvole Antincendio
Una delle applicazioni più critiche delle leghe fusibili è la realizzazione di fusibili di sicurezza e componenti per valvole antincendio. In questi sistemi, la lega è progettata per fondere a una temperatura specifica, inferiore a quella che potrebbe causare danni o pericoli. Ad esempio, in caso di incendio, il calore innesca la fusione della lega nella valvola, permettendo l'apertura e l'attivazione dei sistemi antincendio, come l'erogazione di acqua o l'apertura di vie di fuga. La capacità di queste leghe di fondere a temperature relativamente basse, come quelle delle leghe a base di bismuto, le rende ideali per questa funzione vitale.
2. Saldatura e Assemblaggio
Il basso punto di fusione del piombo e delle sue leghe è un vantaggio significativo nei processi di saldatura. Le leghe stagno-piombo, ad esempio, sono state ampiamente utilizzate nelle saldature elettroniche. La loro capacità di fondere a temperature moderate permette di unire componenti elettronici delicati senza il rischio di danneggiarli. Sebbene l'uso di leghe contenenti piombo sia diminuito in alcune applicazioni elettroniche a causa di preoccupazioni ambientali e di salute, rimangono importanti in settori dove le prestazioni e l'affidabilità a determinate temperature sono prioritarie.
3. Metallurgia e Lavorazione dei Metalli
Le leghe a basso punto di fusione sono utilizzate anche in processi metallurgici specifici. La loro fluidità allo stato fuso consente di creare stampi complessi e di ottenere dettagli precisi. Possono essere impiegate per la preparazione di forme, per ricavare impronte, per fissare punzoni e matrici, o come bagni di tempra per trattamenti termici. La capacità di copiare fedelmente uno stampo è facilitata dalla loro fluidità e dalla minima contrazione di solidificazione.

4. Applicazioni Specialistiche
Altre applicazioni includono la produzione di caratteri da stampa (storicamente), la realizzazione di modelli per fusione a cera persa, e in specifici processi di elettroformatura. La capacità di formare leghe con punti di fusione estremamente bassi, come nel caso delle leghe a base di indio e bismuto, apre la porta a nicchie di mercato che richiedono temperature di lavorazione minime.
Il Processo di Fusione del Piombo e delle Sue Leghe
La fusione del piombo e delle sue leghe richiede un approccio metodico e attento per garantire la qualità del materiale fuso e la sicurezza operativa.
- Preparazione del Materiale: Prima della fusione, è fondamentale assicurarsi che il piombo o la lega siano privi di impurità superficiali. Queste impurità possono compromettere la qualità del metallo fuso. Nel caso di piombo di scarto o riciclato, è essenziale un processo di flussaggio per rimuovere elementi indesiderati come zolfo, arsenico o ossidi.
- Riscaldamento: Il piombo deve essere riscaldato fino al suo punto di fusione (circa 327.5 °C per il piombo puro). Questo può essere effettuato utilizzando forni, crogioli o sistemi a induzione.
- Controllo della Temperatura: Mantenere una temperatura costante è cruciale. Una volta fuso, il piombo deve rimanere allo stato liquido, evitando la solidificazione prematura. La gestione della temperatura è essenziale per garantire una colata uniforme.
- Rimozione delle Impurità: Durante la fusione, ossidi e altre contaminazioni tendono ad affiorare sulla superficie del metallo liquido. Questi vengono rimossi attraverso procedure di scrematura e flussaggio.
- Colata: Il piombo fuso viene quindi colato in stampi per ottenere le forme desiderate. La fluidità del metallo fuso permette di riempire anche i dettagli più fini dello stampo.
- Solidificazione: Data la sua bassa temperatura di fusione, il piombo solidifica rapidamente una volta versato nello stampo.
La fusione dell'oro
Fattori che Influenzano il Punto di Fusione
Il punto di fusione del piombo può essere influenzato da diversi fattori:
- Composizione della Lega: L'aggiunta di altri metalli altera il punto di fusione. Ad esempio, leghe di piombo-stagno o piombo-antimonio avranno punti di fusione variabili a seconda delle proporzioni dei componenti.
- Presenza di Impurità: Elementi indesiderati come zolfo e arsenico possono diminuire il punto di fusione del piombo.
- Tempo e Temperatura di Riscaldamento: Un riscaldamento più rapido a temperature elevate accelera il processo, mentre un calore costante e prolungato consente una fusione più uniforme.
- Pressione: Pressioni più elevate tendono ad aumentare leggermente il punto di fusione, mentre pressioni più basse possono diminuirlo.
- Distribuzione della Temperatura: Variazioni nella distribuzione della temperatura all'interno del materiale possono portare a differenze nel comportamento di fusione.
Il Piombo nell'Ambiente e nella Salute
Nonostante le sue utili proprietà industriali, il piombo è un metallo tossico, i cui composti possono danneggiare il sistema nervoso, in particolare nei bambini, e causare malattie del sangue e del cervello. L'esposizione al piombo o ai suoi sali solubili può portare a nefropatie (malattie renali) e dolori addominali.
Storicamente, l'uso del piombo è stato diffuso, anche in ambiti oggi considerati pericolosi. Nell'antica Roma e Grecia, il piombo era ampiamente utilizzato, e strutture in piombo di quell'epoca sono ancora esistenti. Veniva impiegato anche come conservante alimentare, ad esempio nella "sapa", grazie alla sua capacità di inibire la moltiplicazione di batteri e muffe.
Un aumento significativo dell'inquinamento da piombo si è verificato a partire dal 1923 con la diffusione dei carburanti addizionati di piombo tetraetile. Questo additivo, utilizzato per aumentare il numero di ottano della benzina, ha immesso grandi quantità di piombo nell'atmosfera, dove rimane stabile. Solo negli anni ottanta, a causa della sua tossicità e della capacità di "avvelenare" i catalizzatori delle automobili, il piombo tetraetile è stato progressivamente abbandonato nella maggior parte delle nazioni.

Le preoccupazioni per il ritardo mentale nei bambini associato all'esposizione al piombo hanno portato a una generale riduzione del suo uso in molte applicazioni. È stato anche collegato a problemi di salute mentale negli adulti, come la schizofrenia. L'estrazione di succo di mela per la produzione di sidro, che in passato poteva coinvolgere presse con parti in piombo, è sospettata di aver causato avvelenamenti da piombo.
Estrazione e Raffinazione del Piombo
Il piombo, sebbene esista allo stato nativo, è più comunemente trovato associato a minerali di zinco, argento e rame. Il minerale principale è la galena (solfuro di piombo, PbS), che ne contiene circa l'86.6%. Altri minerali importanti sono la cerussite (carbonato di piombo, PbCO3) e l'anglesite (solfato di piombo, PbSO4).
Il processo di estrazione e raffinazione del piombo è complesso:
- Estrazione e Macinazione: I minerali vengono estratti dalle miniere e successivamente macinati.
- Separazione: Il minerale viene separato dalla roccia inerte tramite flottazione.
- Fusione: Il concentrato di minerale viene fuso con carbone in forni verticali ad aria forzata. Questo processo separa i fumi solforati e la scoria dal piombo concentrato (piombo d'opera), che raggiunge una purezza del 97%.
- Raffinazione: Il piombo d'opera richiede un ulteriore raffinamento, che può avvenire per via elettrolitica o termica.
- Raffinazione Elettrolitica: Il piombo viene fuso in anodi e sottoposto a elettrolisi in un bagno di acido fluosilicico, con catodi di piombo elettrolitico. Questo processo può raggiungere una purezza del 99.99%.
- Raffinazione Termica (Coppellazione): Questo metodo prevede fusioni successive per estrarre i metalli costituenti le impurità. Il rame viene rimosso sotto forma di ossido, seguito da bismuto e argento.
Considerazioni sulla Scelta del Materiale
La scelta del materiale appropriato per un determinato progetto industriale dipende da una serie di fattori, tra cui le proprietà fisiche e chimiche, i requisiti di lavorazione e le considerazioni ambientali e di sicurezza. Nel caso delle leghe a basso punto di fusione, la loro versatilità le rende indispensabili in molte applicazioni.
Le leghe fusibili, sia a base di bismuto che di indio, offrono soluzioni per applicazioni che richiedono basse temperature di fusione, come nei fusibili di sicurezza, nell'elettroformatura, nella piegatura di profilati e nella saldatura differenziale. La possibilità di personalizzare la composizione per ottenere specifiche temperature di fusione, caratteristiche meccaniche e formati di fornitura permette ai produttori di trovare la soluzione più adatta alle loro esigenze.
È fondamentale valutare attentamente il punto di fusione, la composizione, le proprietà meccaniche e la potenziale tossicità di ogni lega considerata. La comprensione approfondita di queste caratteristiche è la chiave per garantire la sicurezza, l'efficienza e la qualità dei processi produttivi e dei prodotti finali.
tags: #azionamento #con #piombo #basso #fondente